Ce site internet utilise des cookies. En poursuivant votre navigation, vous acceptez l’utilisation de cookies. Attention, le blocage de certains cookies empêche le fonctionnement correct du site.
L’assemblage de pièces épaisses (Tôles et tubes) par opération de soudage nécessite de pouvoir réaliser une soudure sur la totalité de l’épaisseur pour assurer une continuité mécanique de l’assemblage. Pour cela, un chanfrein est réalisé en bout des éléments à assembler en amont de l’opération de soudage.
Lors du soudage bout à bout de tubes, le soudeur n’a généralement pas accès à la face interne du joint. Toutes les opérations de soudage doivent donc être réalisées par l’extérieur. La préparation des bords doit ainsi être adaptée en conséquence.
Les différentes normes relatives au soudage donnent généralement les directives à suivre en matière de géométries de chanfreins. Cet article décrit les préparations les plus souvent rencontrées dans l’industrie, en fonction de l’épaisseur des tubes à souder.
Composition d’un chanfrein en bout de tube
1. Le chanfreinage
Le chanfreinage est l’opération de création d’une surface abattue à l’extrémité du tube. L’ouverture créée par l’opération de chanfreinage permet au soudeur d’accéder à la totalité de l’épaisseur du tube, ceci afin de pouvoir réaliser une soudure uniforme qui assure la continuité mécanique de l’assemblage. Une passe dite « racine » est créée en fond de chanfrein et constitue la base du remplissage de celui-ci par soudures successives.
2. Le dressage
Le dressage correspond à l’opération de création du talon et consiste à réaliser une surface plane en bout du tube. Un dressage correctement réalisé facilitera l’alignement des tubes à souder et contribuera à avoir un jeu constant entre les pièces, paramètres essentiels pour un bon maintien du bain de fusion et une parfaite pénétration de la passe racine.
3. Le délardage intérieur
Les tolérances de fabrication des tubes (en général ±12% de l’épaisseur) peuvent générer une épaisseur non constante sur la circonférence du tube. Cela peut donc engendrer une rupture dans la continuité mécanique et géométrique de l’assemblage due à une épaisseur de raccordement différente entre les deux tubes. D’un point de vue du chanfrein, cela se traduira par une épaisseur de talon non constante.
C’est pourquoi une opération de délardage est généralement préconisée par les modes opératoires de soudage. Cette opération consiste à légèrement usiner l’intérieur du tube afin de garantir l’épaisseur du talon en tout point. Tout comme le jeu entre les tubes, une épaisseur constante de talon facilitera le soudage de la passe racine. Ce paramètre est primordial lorsque des procédés de soudage automatisés sont utilisés. En effet, la machine ne sera pas en mesure de juger et de compenser une éventuelle irrégularité du talon comme pourrait le faire un soudeur.
Les différents types de chanfreins utilisés en fonction de l’épaisseur du tube
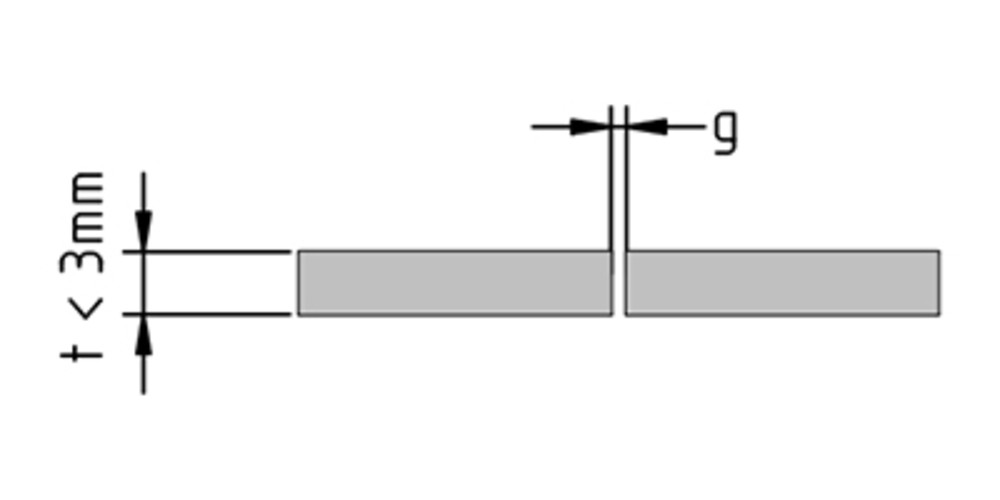
1. Gamme d’épaisseur t < 3mm
Lorsqu’il s’agit de souder bout à bout des tubes d’épaisseurs inferieures à 3mm, le chanfreinage de l’extrémité du tube n’est généralement pas requis. Les technologies de soudage à l’arc (Electrode enrobée 111, MIG/MAG et Fil Fourré 13x, TIG 141) permettent une pénétration suffisante sur toute l’épaisseur du tube en une seule passe.
Lorsqu’une technique de soudage automatisée est utilisée (soudage orbital automatique, procédés haute densité d’énergie) un dressage de l’extrémité du tube pour assurer une parfaite perpendicularité des bords à souder est requis. Suivant l’application et le procédé utilisés, le jeu entre les pièces ira de g=1/2t à g=0 (procédés à haute densité d’énergie notamment)
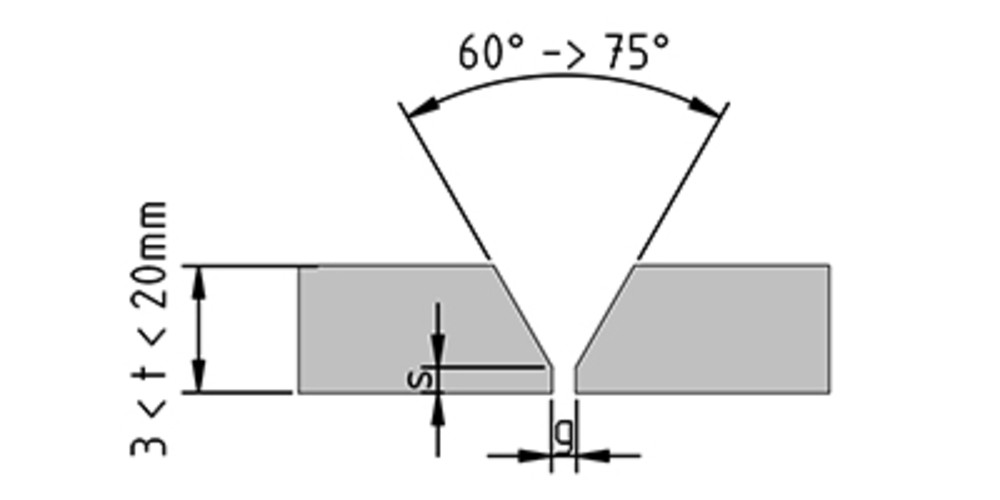
2. Gamme d’épaisseur 3 < t < 20mm
Lorsque le soudeur n’a accès qu’à une seule face du joint à souder, une préparation à bords droits non jointifs ne permet généralement plus d’assurer une pénétration complète pour des épaisseurs supérieures à 2mm. Un chanfrein doit donc être réalisé pour permettre au soudeur de réaliser une passe « racine » à la base du joint qui sera ensuite recouverte par une ou plusieurs passes supplémentaires.
Le plus communément, la passe racine est réalisée à l’aide du procédé 141 pour assurer la meilleure pénétration possible (la passe racine servant de base au reste de la soudure). Pour des raisons économiques, les passes suivantes dites de « remplissage » sont quant à elles réalisées à l’aide d’un procédé 13x ,111 ou 114 car leur productivité (quantité de métal déposé, vitesse d’avance, etc.) est plus importante que le 141.
Les angles les plus communs pour les chanfreins en V sont 60° et 75° (2×30° et 2x 37.5°). Un talon est généralement requis d’une épaisseur (s) comprise entre 0.5 et 1.5mm. Le jeu entre les pièces à souder (g) se situera entre 0.5 et 1mm.
De plus en plus, on constate que sont exigées des préparations en J (voir détails ci-après) sur cette gamme d’épaisseurs. C’est notamment le cas lorsque des procédés automatiques de soudage orbital sont utilisés. C’est également le type de préparation majoritairement utilisé lors du soudage des alliages type duplex ou inconel.
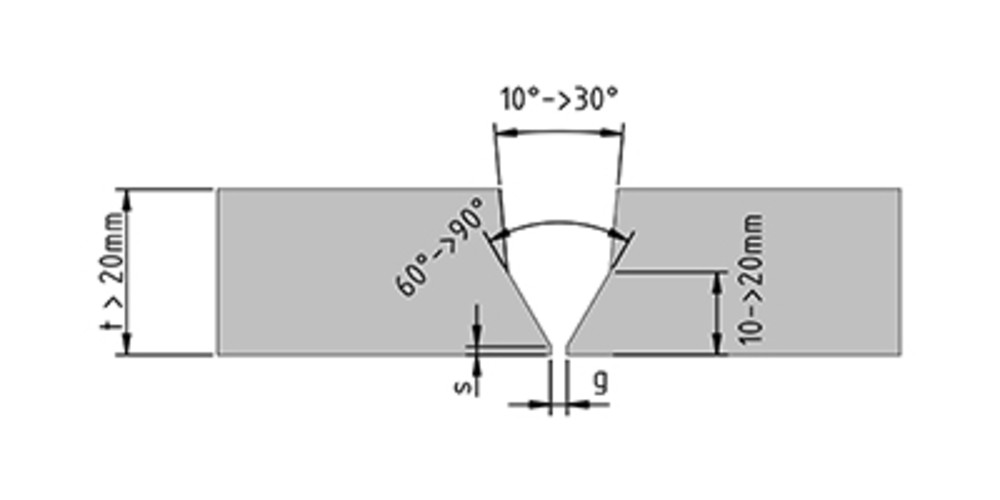
3. Gamme d’épaisseur 20mm < t
Lorsque l’épaisseur des pièces à souder augmente, la quantité de matière à déposer dans le cordon de soudure augmente proportionnellement. Afin d’éviter des opérations de soudage trop longues et coûteuses d’un point de vue de la main d’œuvre et des consommables, une préparation permettant de réduire le volume du chanfrein est généralement privilégiée pour les épaisseurs supérieures à 20mm.
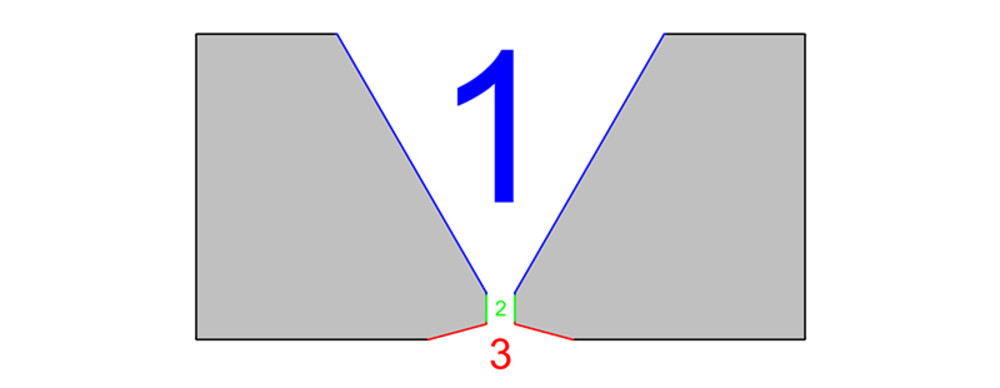
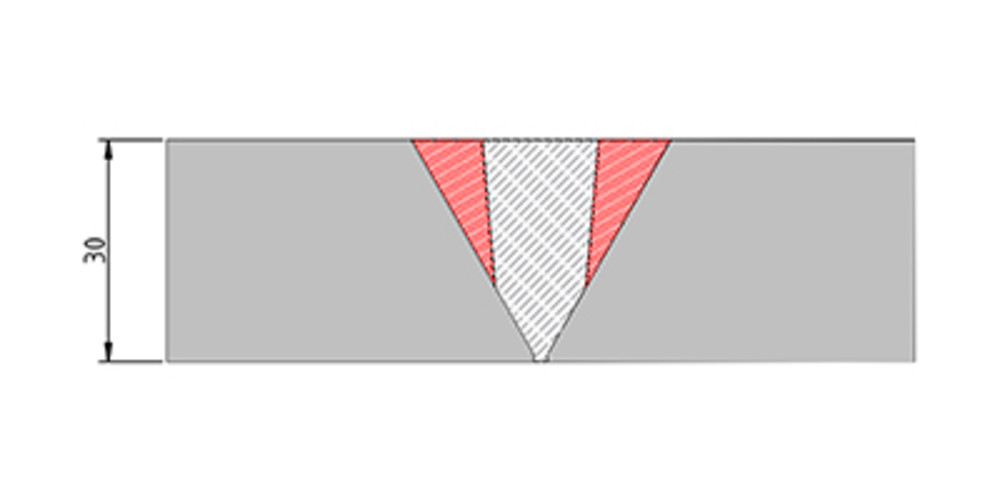
1. V doubles pentes
(ou V composés) :
La première solution pour réduire le volume du chanfrein consiste à réaliser une rupture d’angle sur le chanfrein. Une première pente à 30° ou 37.5° (jusqu’à 45°) est associée à une seconde pente, généralement entre 5° et 15°. Il est nécessaire de conserver le premier angle à 30° ou 37.5° afin que le chanfrein ne soit pas trop étroit, et que le soudeur puisse avoir accès à la passe racine.
Tout comme les chanfreins en V simples, ces préparations requièrent un talon d’une épaisseur (s) allant de 0.5mm à 1.5mm et d’un jeu entre les pièces à souder (g) entre 0.5 et 1mm. La passe de fusion de ce talon est réalisée au procédé 141 dans la majorité des cas, et le remplissage au 13x ou 111.
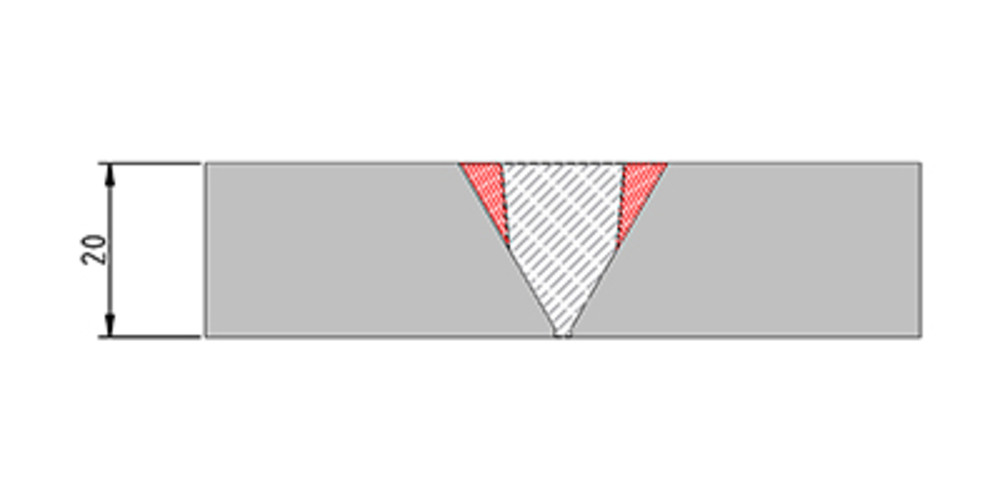
A titre d’exemple, un chanfrein V double pente 30°/5° (aire grise) permettra un gain de métal d’apport de 20% environ pour une pièce de 20 mm d’épaisseur par rapport à un chanfrein 30° simple (aire grise plus aire rouge).
Le gain potentiel en volume de chanfrein augmente proportionnellement l’épaisseur du tube à souder. Ainsi, sur un tube de 30mm d’épaisseur, le gain sera de plus de 35%.
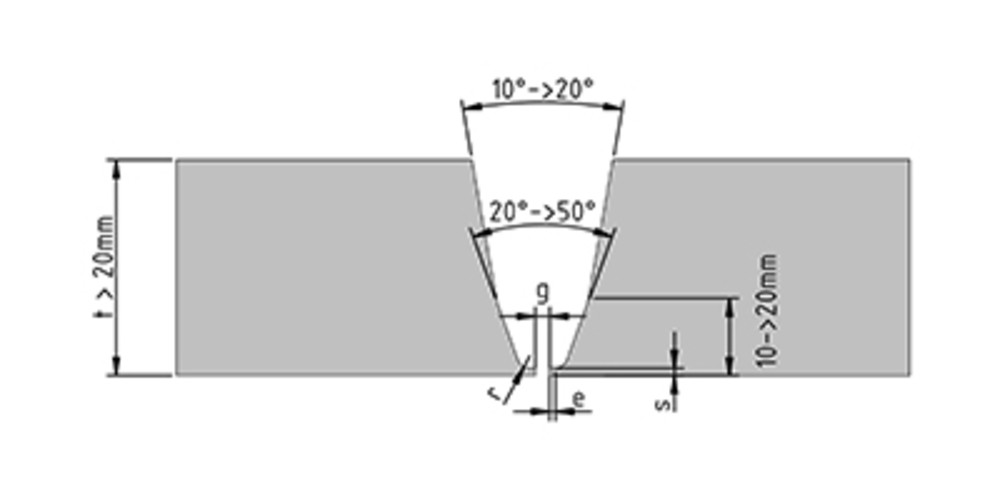
2. J et J double
pente
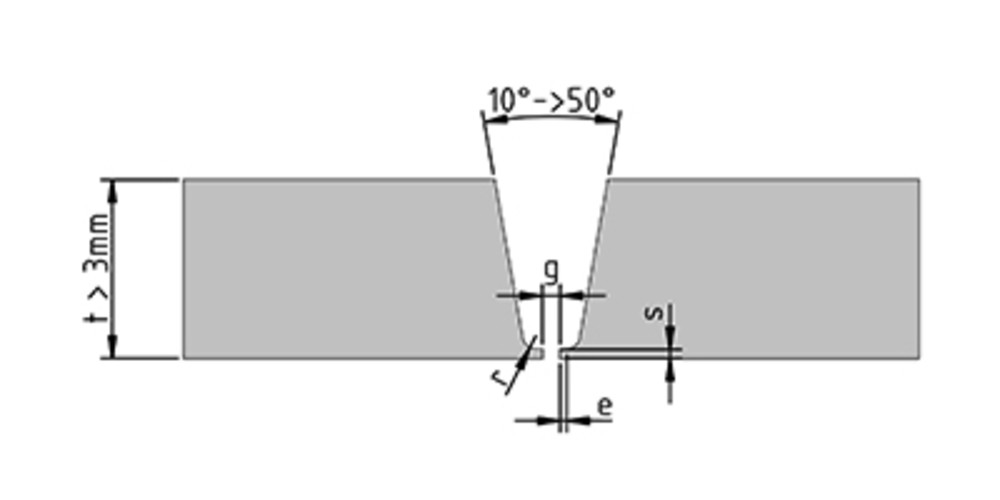
La seconde solution qui permet de réduire drastiquement le volume du chanfrein est la préparation en J. Les chanfreins en J simple sont composés d’un angle généralement entre 5° et 20°, d’un talon (0.5 < s < 2 mm), d’un rayon de fond de chanfrein (0.5 < r < 3.2mm) et d’une extension du talon (0 < e < 2mm). Cette dernière facilite la réalisation de la passe racine en dégageant l’accès au talon pour le soudeur.
Dans le cas de très fortes épaisseurs, des chanfreins en J composés peuvent être envisagés. Le plus communément, la première pente est réalisée avec un angle de 20° et la seconde avec un angle de 5°.
Les chanfreins en J ou J composés sont en majorité soudés avec un jeu (g) de faible à nul entre les pièces.
Ces chanfreins se doivent d’être parfaitement exécutés d’un point de vue géométrique afin d’éviter, entre autres, des problèmes de fissuration. Outre la précision à garantir pour ce genre de préparation, la machine-outil utilisée devra également être capable d’usiner des tubes de forte épaisseur en un temps réduit afin d’être en accord avec les cadences requises par les industriels.
3. Cas de la
préparation narrow gap
Une variante de ce type de chanfreins, de plus en plus utilisée dans l’industrie pétrolière du fait des épaisseurs croissantes des tubes et des cadences importantes à considérer, est la préparation dite « narrow gap ». Elle consiste généralement en la réalisation d’un chanfrein en J, simple ou double pente, avec une ouverture la plus faible possible. Cette technique permet une réduction drastique du volume de métal d’apport déposé et une augmentation de la productivité liée à la diminution du temps de soudage. Pour des épaisseurs supérieures à 50mm, le facteur peut être supérieur à 5 fois la productivité d’une opération de soudage sur un chanfrein classique.
Elle présente cependant des nombreuses contraintes de mise en œuvre. Parmi celles-ci, deux contraintes impactent directement le processus de préparation à la soudure :
Premièrement la géométrie du chanfrein ainsi que le jeu entre les pièces doivent être maitrisés avec une extrême précision. En effet, l’espace entre les pièces ne permet pas au soudeur d’accéder à la racine du chanfrein. L’intégralité de la soudure, y compris la passe de pénétration, doit donc être réalisée par un procédé automatisé. Ces procédés ne tolèrent aucun défaut d’alignement ou irrégularité dans l’épaisseur du talon, au contraire d’un soudeur, qui est lui capable d’adapter la position de sa torche pour compenser les défauts géométriques du chanfrein.
La nuance des matériaux à souder représente le deuxième facteur à prendre en compte. Chaque matériau présentant des caractéristiques de retrait différentes, il convient d’étudier au préalable la géométrie du chanfrein (angle d’ouverture) pour chaque nuance. Plus le matériau présente un retrait important après soudage, plus l’angle devra être ouvert; ceci afin d’éviter au maximum l’apparition de contraintes résiduelles pouvant engendrer l’apparition de fissurations lors de la solidification. Une variation de l’angle de quelques dixièmes de degrés pourra avoir un impact direct sur l’apparition ou non de fissures, particulièrement lors du soudage d’alliages à base nickel.
De telles contraintes engendrent des études préalables longues et coûteuses. Elles doivent donc être accompagnées par un processus de réalisation du chanfrein parfaitement maitrisé. Le descriptif du mode opératoire de soudage (DMOS) qui découlera de l’étude requerra un talon précis au dixième de millimètre près, un angle précis au degré près et un alignement parfait des pièces à souder pour éviter tout défaut dans la soudure. L’équipement utilisé pour réaliser le chanfrein devra donc garantir une préparation fiable et répétitive en toutes circonstances.
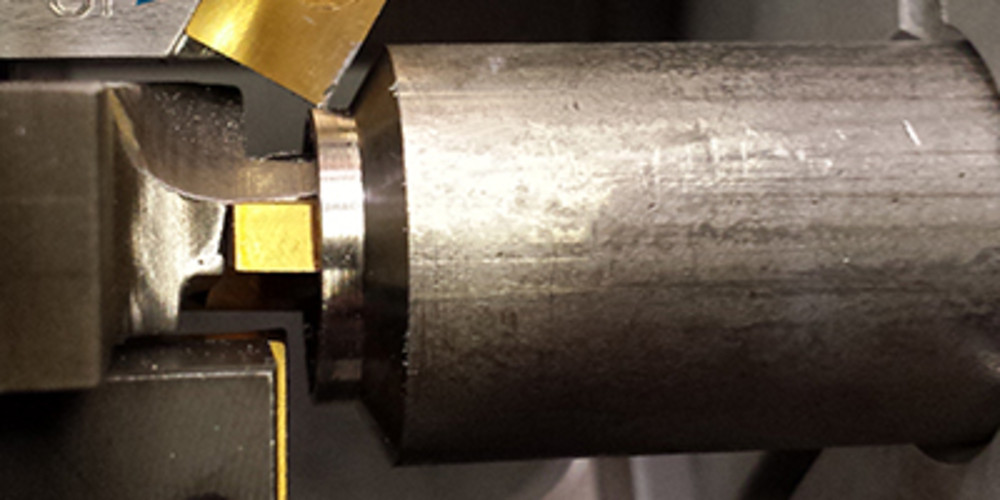
La réalisation par usinage d’un chanfrein en bout de tube
De nombreuses techniques existent pour la réalisation d’un chanfrein en bout de tube. Les plus utilisées sont l’usinage manuel par abrasion, la découpe par apport de chaleur ou l’usinage à froid à l’aide d’une machine-outil. Ce dernier procédé est néanmoins le seul permettant d’assurer une géométrie parfaite du chanfrein et une production répétitive, tout en préservant les propriétés du matériau de base.
Deux types d’approches permettent la réalisation d’un chanfrein en bout par usinage à froid.
Machines à course Axiale
Les machines à course axiale possèdent un plateau qui se déplace selon la direction de l’axe du tube. Sur ce plateau, des outils sont disposés de manière à réaliser la forme du chanfrein souhaité. Dans le cas d’un chanfrein composé, des outils de forme identique au chanfrein souhaité ou une association d’outils de forme simple seront utilisés. Les machines les plus performantes du marché permettent l’utilisation simultanée de 4 outils. Ceci rend possible la création d’un chanfrein, d’un talon et d’un délardage en une seule opération.
Les outils 1 et 2 réalisent ici un chanfrein composé (ces deux outils peuvent être combinés en un seul et même outil), l’outil 3 dresse le talon du chanfrein, et l’outil 4 délarde le diamètre intérieur du tube.
Les outils se déplaçant parallèlement à l’axe du tube, Les machines à course axiale sont de ce fait essentiellement destinées aux travaux de chanfreinage et ne permettent pas de découper un tube en deux parties distinctes.
Exemple d’application : réalisation d’un chanfrein à l’extrémité d’un tube, préalablement découpé à la bonne longueur.
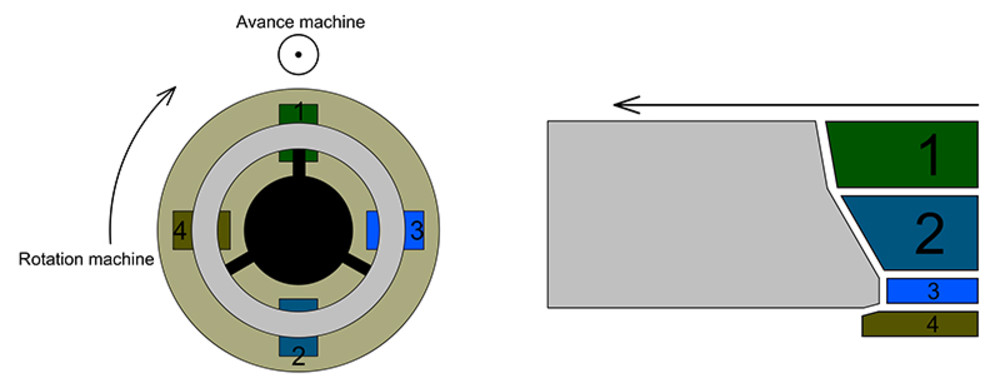
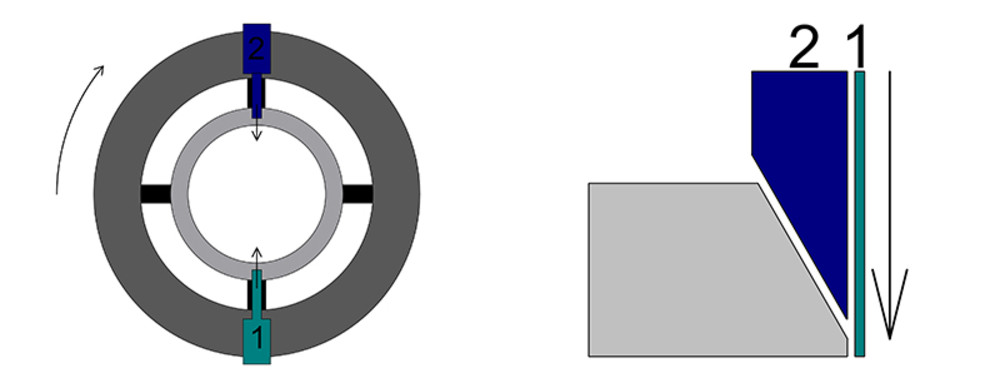
Machines à course radiale
Les machines à course radiale, dites machines orbitales, se fixent généralement sur l’extérieur du tube. C’est le plateau porte-outils qui tourne tandis que le tube à usiner reste fixe. Les outils, quant à eux, se déplacent perpendiculairement à l’axe du tube grâce à un système de transmission mécanique.
A la différence des machines à course axiale, les machines à course radiale réalisent l’opération de chanfreinage en séparant le tube en deux parties. Ces dernières peuvent donc être utilisées pour réaliser des opérations de découpe ou de mise à longueur des tubes.
L’utilisation d’outils de chanfreinage (N°2, formes simples ou composées) associée à des outils de coupe (N°1) permet de séparer le tube en deux parties et de réaliser la préparation au soudage (chanfreinage) en une seule et même opération. Les machines les plus performantes sont capables de découper et chanfreiner plusieurs dizaines de millimètres en quelques minutes.
Exemple d’application : Découpe de portions de tube à partir d’un tube de base de longueur importante. Les portions ainsi réalisées seront chanfreinées en simultané de l’opération de découpe.
 English USA
English USA  Deutsch
Deutsch  Español
Español  Pусский
Pусский  中国
中国  Polski
Polski