Ce site internet utilise des cookies. En poursuivant votre navigation, vous acceptez l’utilisation de cookies. Attention, le blocage de certains cookies empêche le fonctionnement correct du site.
Qu’une centrale soit thermique ou nucléaire, lors d’un arrêt pour maintenance, chaque minute compte. Le fait d’avoir à disposition des équipements d’usinage dédiés permet de gagner beaucoup de temps lors de ces opérations de maintenance. Dans le cas du nucléaire, l’usinage sur site permet en outre d’intervenir directement dans certaines parties réputées sensibles de la centrale. L’usinage sur site répond donc à un impératif de temps et, à fortiori, de coût. Il convient de souligner qu’un réacteur nucléaire standard de 900 MW produit en temps normal 27 000 euros d’électricité par heure. Une centrale à l’arrêt, c’est autant d’argent perdu.
Quels éléments d’une centrale conventionnelle ou nucléaire peuvent être usinés sur site ?
Qu’une centrale soit thermique ou nucléaire, lors d’un arrêt pour maintenance, chaque minute compte. Le fait d’avoir à disposition des équipements d’usinage dédiés permet de gagner beaucoup de temps lors de ces opérations de maintenance. Dans le cas du nucléaire, l’usinage sur site permet en outre d’intervenir directement dans certaines parties réputées sensibles de la centrale. L’usinage sur site répond donc à un impératif de temps et, à fortiori, de coût. Il convient de souligner qu’un réacteur nucléaire standard de 900 MW produit en temps normal 27 000 euros d’électricité par heure. Une centrale à l’arrêt, c’est autant d’argent perdu.
Aujourd’hui les opérateurs de centrale tentent de minimiser le temps d’arrêt par différents moyens (meilleure organisation, éléments plus facilement démontables et interchangeables …). L’une des pistes d’amélioration consiste en l’investissement dans des équipements d’usinage sur site plus performants qui permettent d’éviter de remplacer une pièce complète en intervenant directement sur ces pièces.
Certaines opérations de maintenance qui duraient plusieurs jours voire semaines ou mois sont raccourcies et réalisées en seulement quelques heures. L’article a pour but de détailler certains éléments d’une centrale pour lesquelles la maintenance peut être faite sur site, grâce à des équipements spécialement conçus pour cela.
Echangeurs de chaleurs
Un échangeur de chaleur est un dispositif que l’on trouve couramment dans une centrale nucléaire ou thermique. Il permet de transférer l’énergie thermique d’un fluide à un autre sans qu’ils ne rentrent directement en contact.
Dans une centrale nucléaire ou thermique, ce type de dispositif est utilisé pour permettre le lien entre le circuit primaire, chauffé par le réacteur (pétrole, nucléaire …), et le circuit secondaire qui fait tourner la turbine à vapeur.
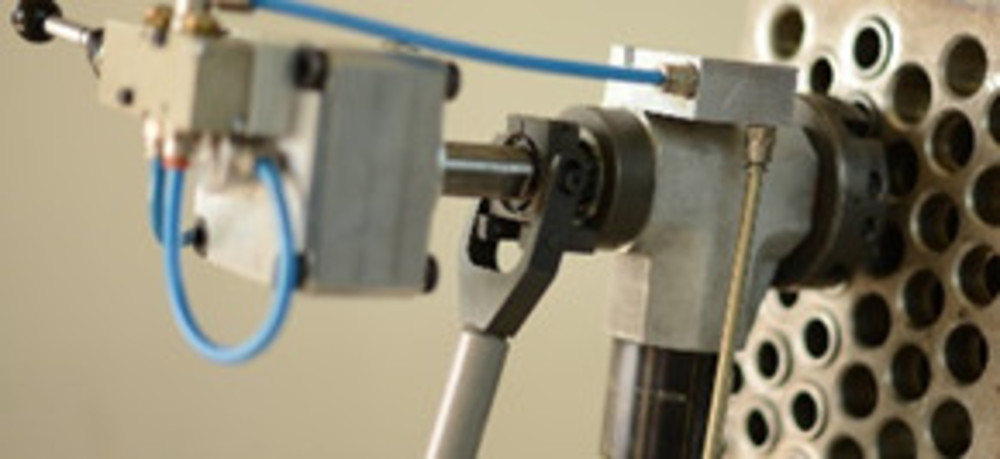
Les échangeurs de chaleur sont en général constitués d’un faisceau de tubes où l’un des fluides circule. Les tubes sont maintenus par une plaque tubulaire dans laquelle ils sont soudés. Le deuxième fluide circule autour de ce faisceau de tubes et le transfert de chaleur se produit.
Photo 1 : Machine à chanfreiner Protem S18 sur échangeur de chaleur.
La maintenance ou la construction de tels échangeurs peut prendre du temps du fait du nombre important de tubes à usiner et à souder. La plaque tubulaire doit parfois aussi être usinée sur place. Dans certains cas, les tubes doivent être changés et il faut donc les éliminer du dispositif. On appelle cela le « détubage « . Il faut donc usiner la soudure qui lie le tube à la plaque.
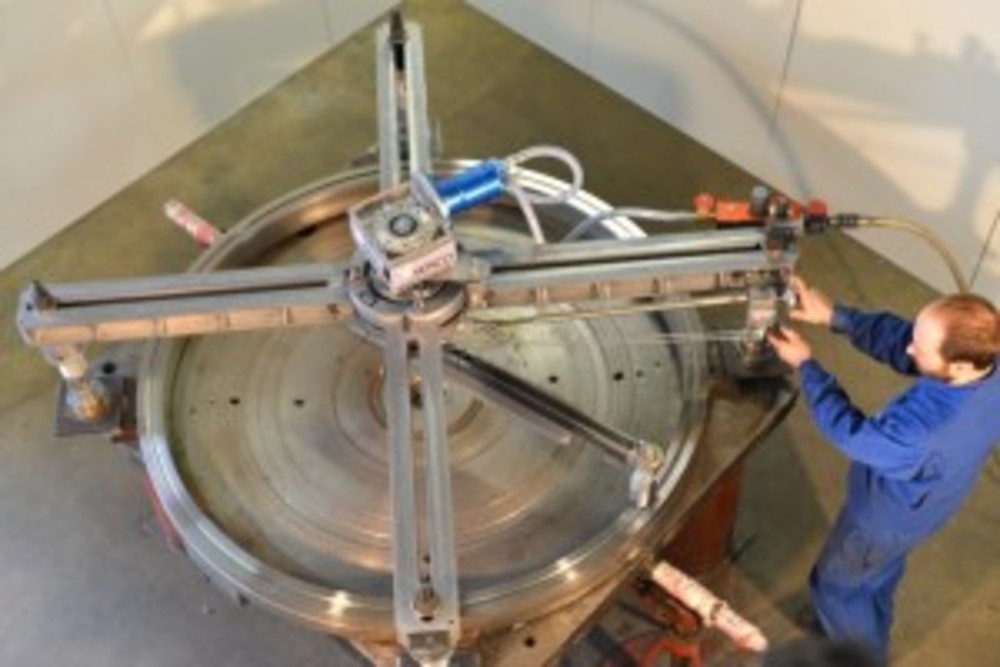
Photo 2 : Machine à chanfreiner Protem US25 avec préhension automatique.
Toutes ces opérations peuvent être réalisées sur site ce qui évite de déplacer tout l’échangeur de chaleur. Ces machines d’usinage se fixent à l’intérieur du tube ou encore d’un trou de la plaque. Elles sont ensuite capables d’usiner avec précision le pourtour du tube ou de la plaque. Certaines adaptations permettent d’accélérer les opérations avec un clampage et une avance automatiques.
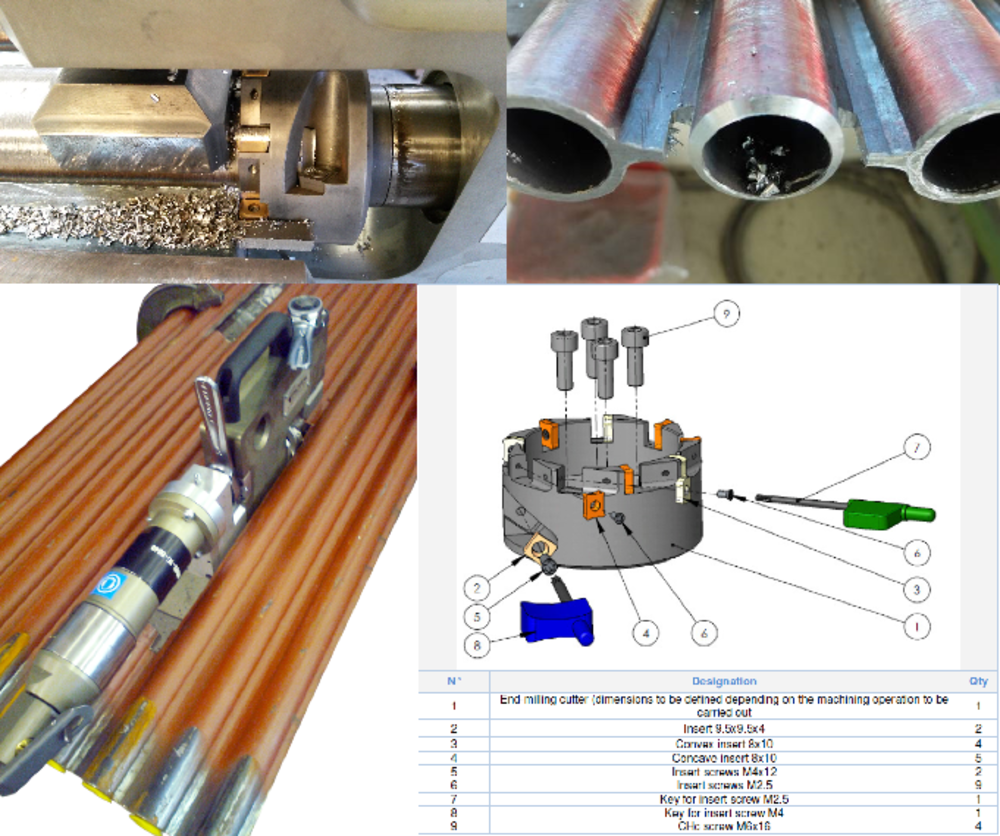
Photo 3 : Machine Protem US30 pour détubage.
Brides
Les brides sont des éléments qui permettent d’assembler des tubes, des vannes ou autres éléments de tuyauterie entre eux. Les brides sont des éléments clés car elles doivent assurer une étanchéité parfaite de la canalisation. La pression du fluide ainsi que sa température sont autant de contraintes qui peuvent accélérer l’usure mécanique ou la corrosion d’une bride, ce qui entraîne une perte d’étanchéité. Lorsque cela se produit il faut intervenir sur la bride.
Une bride corrodée ou déformée doit être remplacée ou réusinée. Le remplacement d’une bride est une opération complexe lorsque la bride est difficile d’accès ou de taille importante. De plus une bride fixée à une tuyauterie est difficilement transportable.
C’est pourquoi, l’usinage sur site est une option très intéressante. Le but est d’usiner la portée de joint et de la rendre à nouveau uniforme. Une précision géométrique importante est requise pour rendre la bride étanche à nouveau. Selon les températures et pressions, une précision allant jusqu’au centième de millimètre et un état de surface Ra 1.6 peuvent être nécessaires. De plus, dans certains cas, une gorge doit être usinée dans laquelle viendra se placer une lamelle en métal pour assurer l’étanchéité (dans le cas des joints types RTJ).
Photo 4 : Machine Serco TU pour usinage de brides et vannes.
Pour les raisons évoquées plus haut, les machines d’usinage doivent être capables de se fixer sur la bride et de se régler facilement en concentricité et en perpendicularité. La conception de la machine doit être suffisamment rigide pour garantir sa précision tout en préservant un poids léger pour un montage et un transport faciles sur site. Certaines machines peuvent usiner les angles pour créer des gorges dans la bride.
Photo 5 : Machine Serco XP pour surfaçage de brides.
Panneaux à membrane de tubes
Les panneaux à membrane sont un type d’échangeur de chaleur. Ils sont constitués de tubes placés l’un à côté de l’autre et reliés par une membrane. Le fluide passe dans les tubes et l’échange de chaleur se produit avec un deuxième fluide extérieur à la membrane. La membrane permet d’augmenter l’efficacité de l’échange.
Cependant, la maintenance de ce type de dispositif peut être compliquée. En effet la membrane empêche l’accès facile aux tubes. S’il faut intervenir sur l’un des tubes il faut couper le tubes ainsi que la membrane. Ensuite il faut souder un nouveau tube et pour cela il faut usiner le tube et la membrane pour préparer la nouvelle soudure.
Les machines d’usinage sur site permettant de réaliser ces travaux sont conçues pour s’intercaler dans la membrane. Elles doivent être légères pour pouvoir être utilisées par un seul opérateur mais aussi très robustes car en plus d’usiner le tube il faut usiner la membrane.
Photo 6 : Machine Protem GR76 pour membrane de tubes.
Coupe de tubes
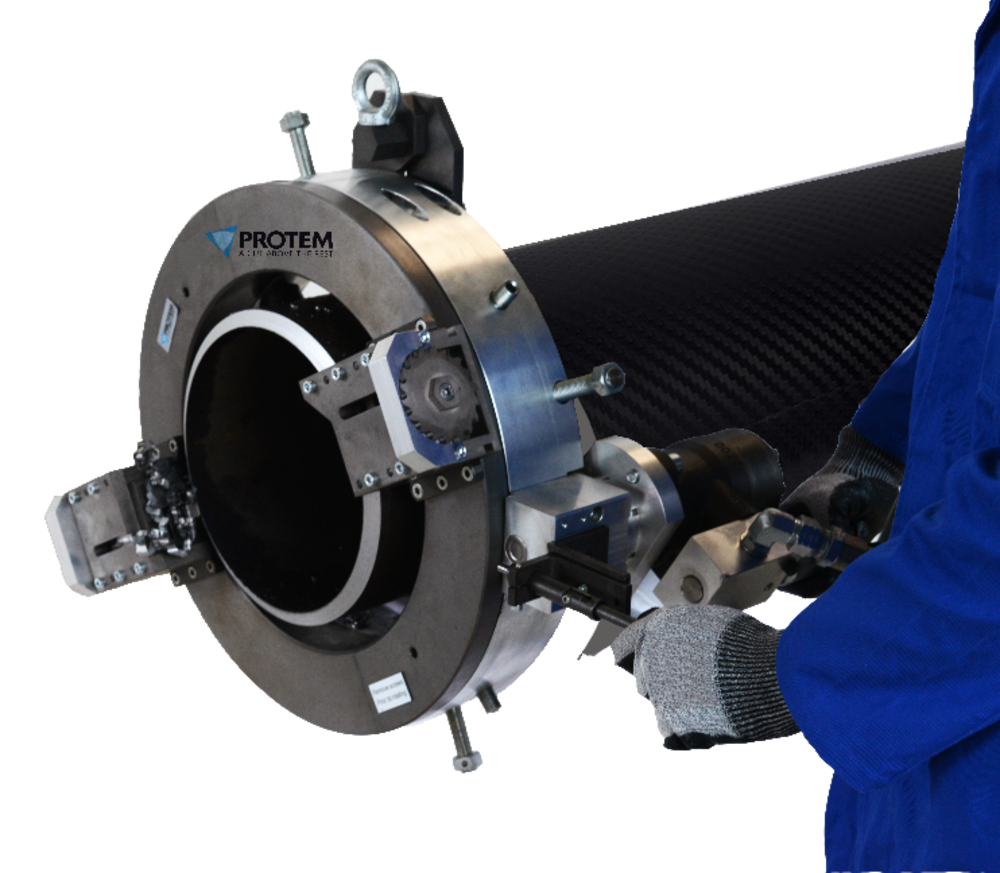
Les canalisations que l’on trouve dans les centrales peuvent avoir des dimensions conséquentes en diamètre tout comme en épaisseur. L’usinage de tels tuyaux doit donc être considéré avec la plus grande attention. Les machines utilisées pour la coupe de tubes se présentent sous la forme d’un anneau qui peut s’ouvrir pour se positionner autour du tube à découper. La machine est ensuite centrée sur le tube à l’aide de mors réglables. Le plateau de la machine sur lequel les outils sont fixés va tourner et les outils vont petit à petit avancer dans la canalisation.L’une des opérations de maintenance basique dans une centrale est la coupe de tubes ou tuyaux. En effet, tout circuit hydraulique soumis à des hautes températures et à des hautes pressions doit régulièrement être vérifié. Lorsque certaines parties doivent être changées cela entraine souvent la nécessité de procéder à la coupe de tubes. Plusieurs techniques peuvent être utilisées mais la technique la plus sûre reste l’usinage. En effet la coupe se fait à froid contrairement à des techniques comme le chalumeau oxygène-acétylène qui peuvent être dangereuses sur site et qui par ailleurs affectent thermiquement le tube pouvant ensuite causer une fragilité mécanique.
Photo 7 : Machine Protem TT pour coupe et chanfrein.
Selon les outils utilisés, cette technique permet aussi de réaliser un chanfrein (préparation au soudage) directement sur les tubes coupés et de gagner ainsi un maximum de temps.
Préparation au soudage
La préparation au soudage est une opération commune dans une centrale mais elle peut se révéler complexe. En effet, les hautes pressions et températures rendent nécessaires des canalisations avec de fortes épaisseurs (parfois plus de 50 mm) ou fabriqué dans des matériaux très difficiles à usiner (Inconel, Hastelloy …). Dans tous les cas, la préparation au soudage se doit d’être parfaite pour assurer la pénétration de la soudure sur toute l’épaisseur et éviter toute rupture lors de la mise en service. La géométrie de ce type de préparation est dictée par différentes normes de soudage. Pour les épaisseurs importantes ou lorsque l’on met en œuvre un procédé de soudage orbital, ce sont toujours des préparations avec des géométries spécifiques qui sont exigées. (Chanfrein tulipe pour le soudage orbital, chanfrein composé pour les grosses épaisseurs).
Photo 9 : Chanfrein composé sur tube de forte épaisseur.
En conclusion
L’usinage de ce type de chanfrein n’est réalisable que grâce à des équipements spécifiques qui sont suffisamment rigides et précis pour usiner la géométrie demandée, quelles que soient l’épaisseur et le matériau. Ce type de machine doit aussi pouvoir s’adapter à toutes les contraintes de l’usinage sur site : légèreté, positions d’usinage, énergie disponible, présence de coudes, espace limité …
L’utilisation de machines d’usinage sur site lors des opérations de maintenance dans les centrales est devenue une nécessité pour les entreprises qui veulent rester compétitives sur ce marché. Les technologies actuelles permettent d’usiner pratiquement tous les éléments d’une centrale directement sur place et d’éviter de coûteux remplacements ou transports. L’investissement de départ est donc très rapidement amorti par le temps gagné sur le projet.
Mathieu Schram Ingénieur Arts et Métiers
Protem SAS Z.I Les bosses, 45, Chemin du Pont du Maroc 26800 Étoile-sur-Rhône FRANCE
 English USA
English USA  Deutsch
Deutsch  Español
Español  Pусский
Pусский  中国
中国  Polski
Polski