 Français
Français  English USA
English USA  Deutsch
Deutsch  Español
Español  中国
中国  Polski
Polski 
Применение в судостроении
- Главная страница
- Продукция
- По применению
- Области применения
- Применение в судостроении
Применение в судостроении
Возможности применения в судостроении
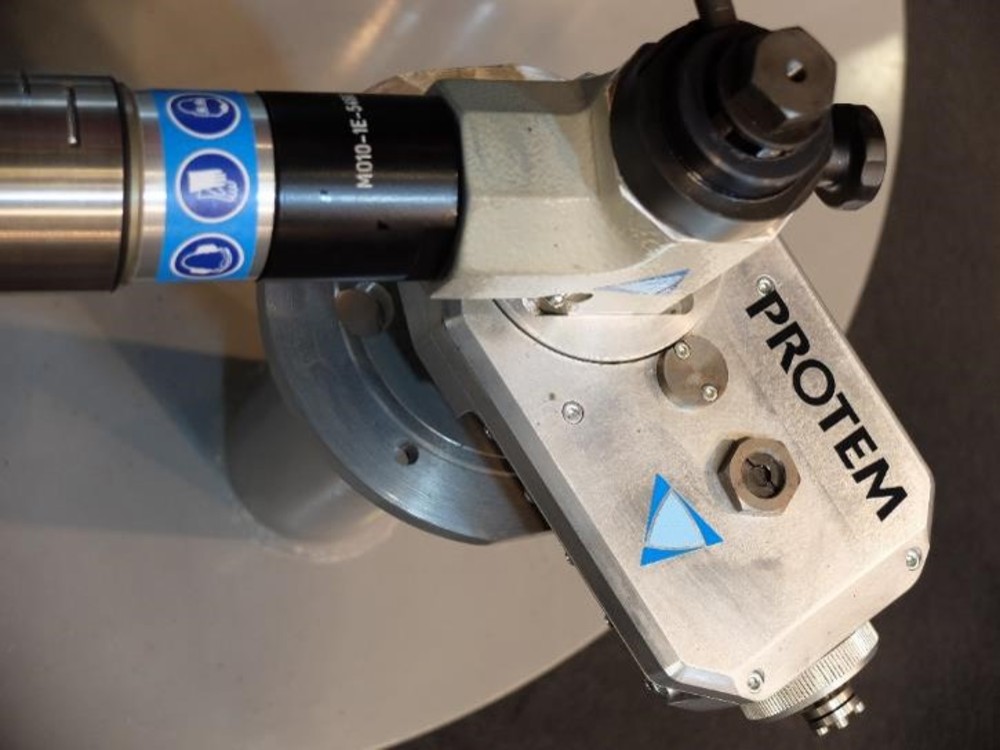
 Применение в судостроении PROTEM предлагает очень широкий выбор станков и устройств, отвечающих требованиям как оборонного (подводные лодки, самолеты и транспортные средства), так и частного сектора судостроения (грузовые суда, паромы, пассажирские лайнеры и т.д.).
Применение в судостроении PROTEM предлагает очень широкий выбор станков и устройств, отвечающих требованиям как оборонного (подводные лодки, самолеты и транспортные средства), так и частного сектора судостроения (грузовые суда, паромы, пассажирские лайнеры и т.д.). Применение в судостроении Создаваемое компанией PROTEM оборудование используется в условиях ограниченных пространств и ограничений условий эксплуатации.
Применение в судостроении Создаваемое компанией PROTEM оборудование используется в условиях ограниченных пространств и ограничений условий эксплуатации.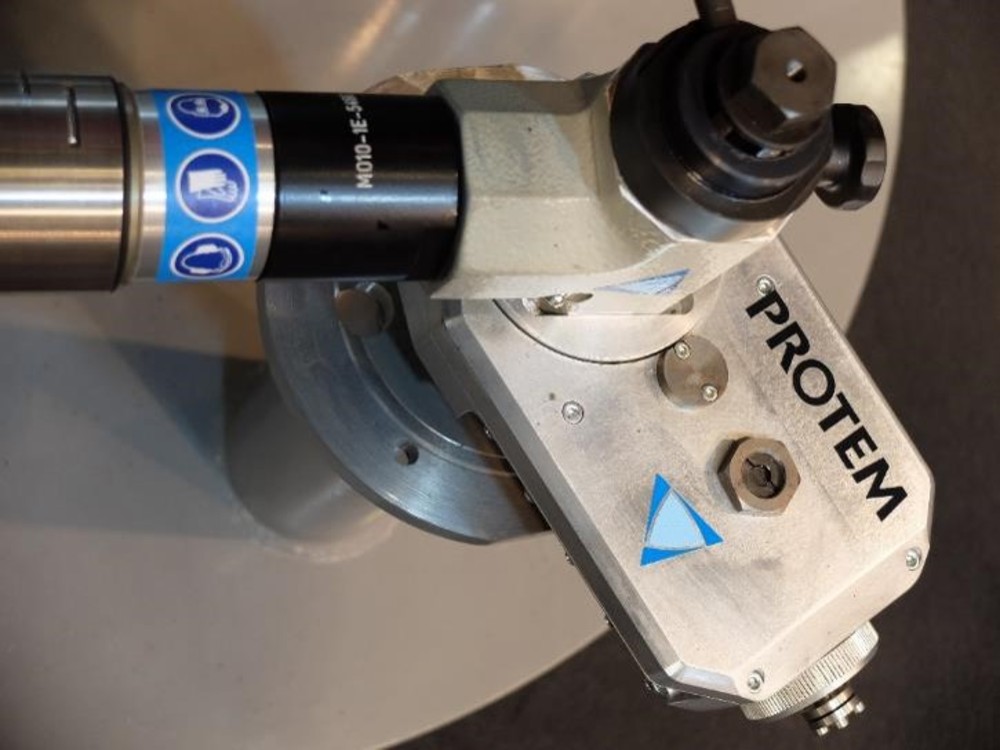 Применение в судостроении PROTEM предлагает очень широкий выбор станков и устройств, отвечающих требованиям как оборонного (подводные лодки, самолеты и транспортные средства), так и частного сектора судостроения (грузовые суда, паромы, пассажирские лайнеры и т.д.).
Применение в судостроении PROTEM предлагает очень широкий выбор станков и устройств, отвечающих требованиям как оборонного (подводные лодки, самолеты и транспортные средства), так и частного сектора судостроения (грузовые суда, паромы, пассажирские лайнеры и т.д.).
Наши цели
- КАЧЕСТВО: Нам известно, какое огромное влияние на хорошее качество сварки имеет подготовка изделий к сварочному процессу.
- НАДЕЖНОСТЬ КОНСТРУКЦИИ И ПРОЧНОСТЬ: Наш потребитель работает в условиях, требующих высокой ответственности (атомная промышленность, в открытом море...), где оборудование должно быть надежным.
- МОЩНОСТЬ: Нашим клиентам необходимо оборудование, мощность обработки которого будет достаточна для охвата всего диапазона диаметров изделий, подлежащих обработке, диапазона толщины их стенок, материалов, требований производительности, …
- РЕАКТИВНОСТЬ: наряду с превосходным сервисом нашим клиентам необходимо получать быстрые и релевантные ответы на их запросы
- СОБЛЮДЕНИЕ ПРЕДЕЛЬНЫХ СРОКОВ И ТРЕБОВАНИЙ: Мы оправдываем доверие наших клиентов, поручивших нам свои наиболее важные и ключевые проекты
- БЕЗОПАСНОСТЬ: Мы заботимся о безопасности сотрудников и потому проектируем наше оборудование в строгом соответствии в этим принципом
Наши клиенты в области судостроения:
 Наши клиенты в области судостроения:ThyseenKrupp, Fincantieri, Navantia...
Наши клиенты в области судостроения:ThyseenKrupp, Fincantieri, Navantia...- Наши клиенты в области судостроения:ThyseenKrupp, Fincantieri, Navantia...
Задачи, выполненные с использованием оборудования Protem в судостроительной отрасли


Резка труб, поврежденных коррозией


Где могут быть использованы наши устройства ?
 Суда и резервуарыСиловые установки, сооружения, перекачивание нефти и газа
Суда и резервуарыСиловые установки, сооружения, перекачивание нефти и газа Суда и резервуарыСиловые установки, сооружения, перекачивание нефти и газа
Суда и резервуарыСиловые установки, сооружения, перекачивание нефти и газа Суда и резервуарыМашинное отделение
Суда и резервуарыМашинное отделение Суда и резервуарыМашинное отделение
Суда и резервуарыМашинное отделение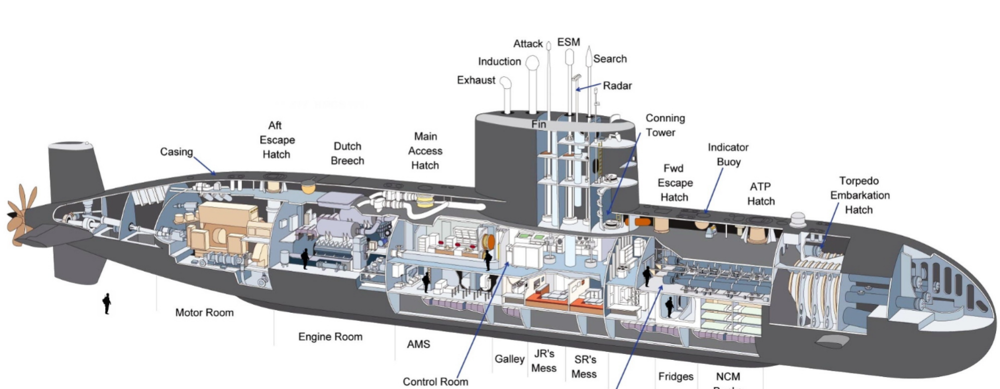 Подводные лодкиПреимущественно в зоне силовых установок
Подводные лодкиПреимущественно в зоне силовых установок
Специальное оборудование. Примеры.

Protem разработал и изготовил фрезерный станок с регулируемой обрабатывающей головкой, которая выполняла обработку на верхнем и нижнем краях секции корпуса.
Необходимо было выполнить обработку с двусторонним скосом кромки на внутренней и внешней кромке секции циркулярного давления корпуса судна.
Толщина секции варьировалась в пределах от 55 до 100 мм

Protem разработал и изготовил 3 автоматизированных станка с использованием сварочных головок MIG/NARROW GAP (10 мм gap. 100мм глубиной).
Сварка осуществляется за два одновременно выполняемых прохода несмотря на диаметрально противоположные сварочные головки с многократными проходами, с использованием осциллирующего механизма подачи проволоки.
Проблема размягчения сварных швов ликвидирована.
Высококачественные сварные швы получены как в горизонтальном, так в вертикальном положении.
Необходимо было выполнить задачу сварки толстых плат (120 мм), используя технологию MIG/NARROW GAP (по горизонтали и вертикали).